1. Есть ли у вас готовая 3D модель?
Если у вас уже есть разработанная вами или скачанная 3D модель — все намного проще. Мы проверяем её, оцениваем сложность изготовления, отсутствие проблем с самой моделью и отправляем на печать, если все хорошо.
Какие могут быть сложности: модель не подготовлена для печати, пробелы, пустоты и пр. Если это возможно — поправим или предложим переделать нашими силами.
2. У вас есть оригинал детали в целом или поломанном виде? Чертеж, рисунок или детальное описание?
Как вы понимаете, на стоимость будет влиять не только размер, но и сложность детали. Простые формы измеряются вручную и строится 3D модель. Для более сложных деталей, имеющих непропорциональную форму, скругления и изгибы используется 3D-сканер. И уже по скану строится 3D модель.
Элементарные детали можно смоделировать по описанию или чертежу от руки: сделаем, отправим Вам для утверждения и напечатаем.
Конечно, мы никак не сможем по фото и описанию «точно такой же, только больше, но другой» создать нужную вам деталь.
3. В каких условиях будет работать деталь? Какие нагрузки она испытывает?
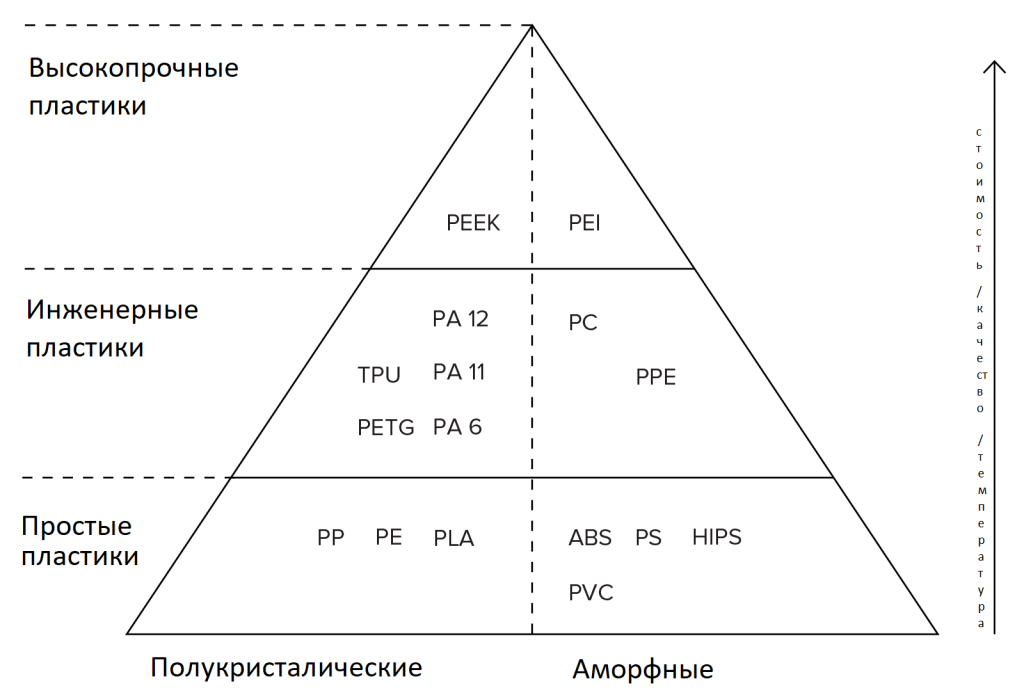
От этого зависит выбор пластика и метода изготовления. Например, пластик PETG сложно обрабатывать и красить, но он упругий и прочный, а пластик ABS — отлично обрабатывается, но боится длительного воздействия ультрафиолета и хуже спекается по слоям. Максимально прочные пластики, типа чистого или угленаполненного нейлона подойдут для печати далеко не каждого изделия.
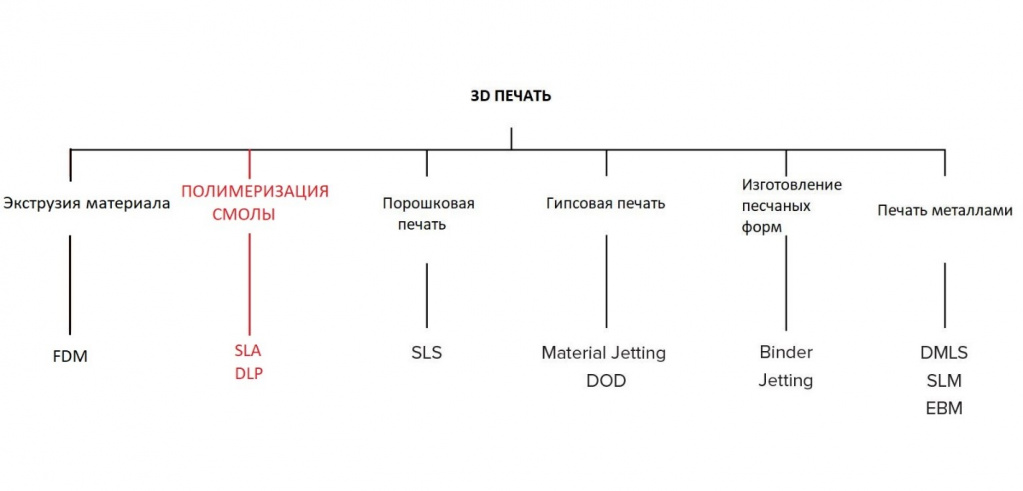
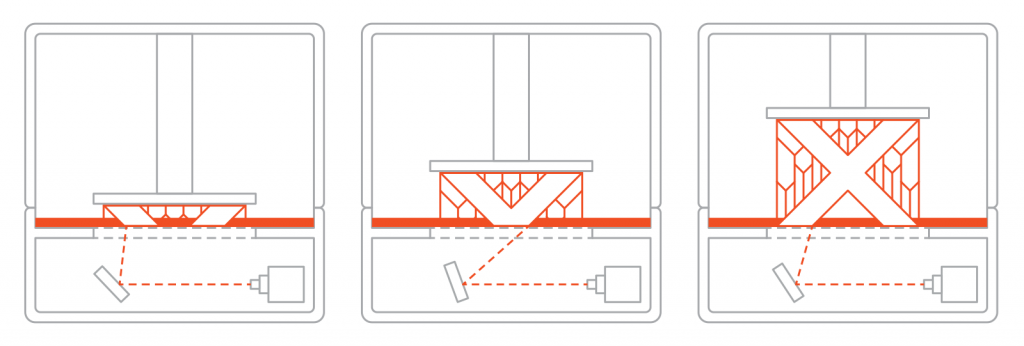
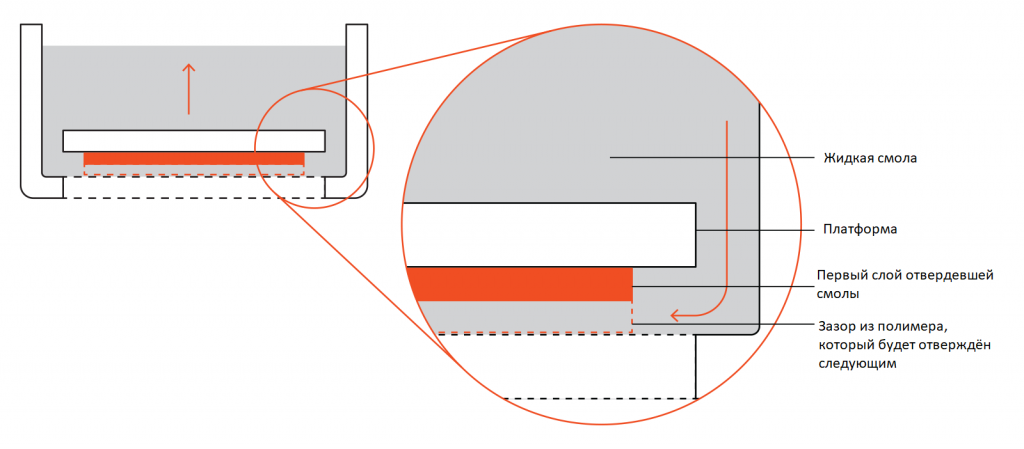
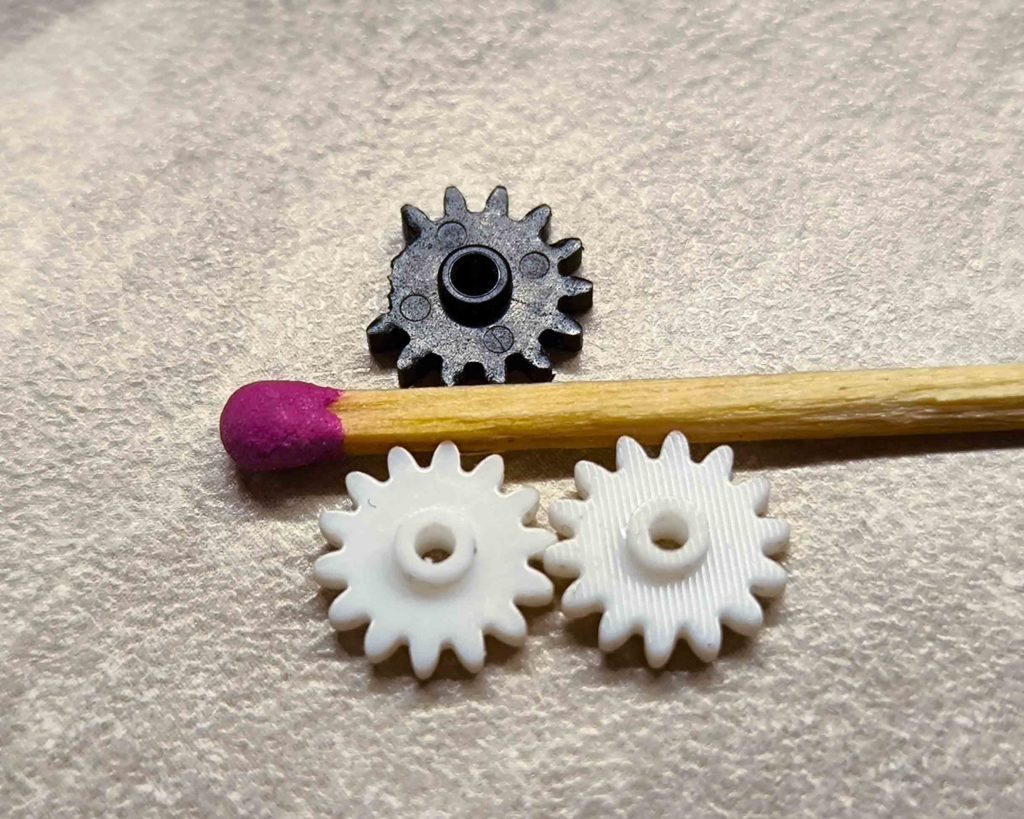
Изделия небольшого размера с мелкими элементами на FDM принтере изготовить очень сложно и даже не всегда возможно. Тогда мы предлагаем фотополимерную печать. Фотополимерная смола инженерного качества более дорогой материал, но дает великолепное качество поверхностей и детализацию.
4. Художественная или техническая деталь?
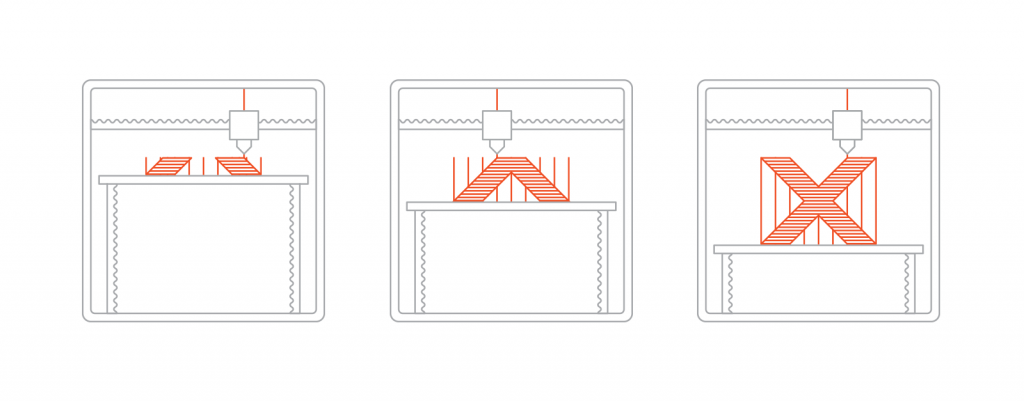
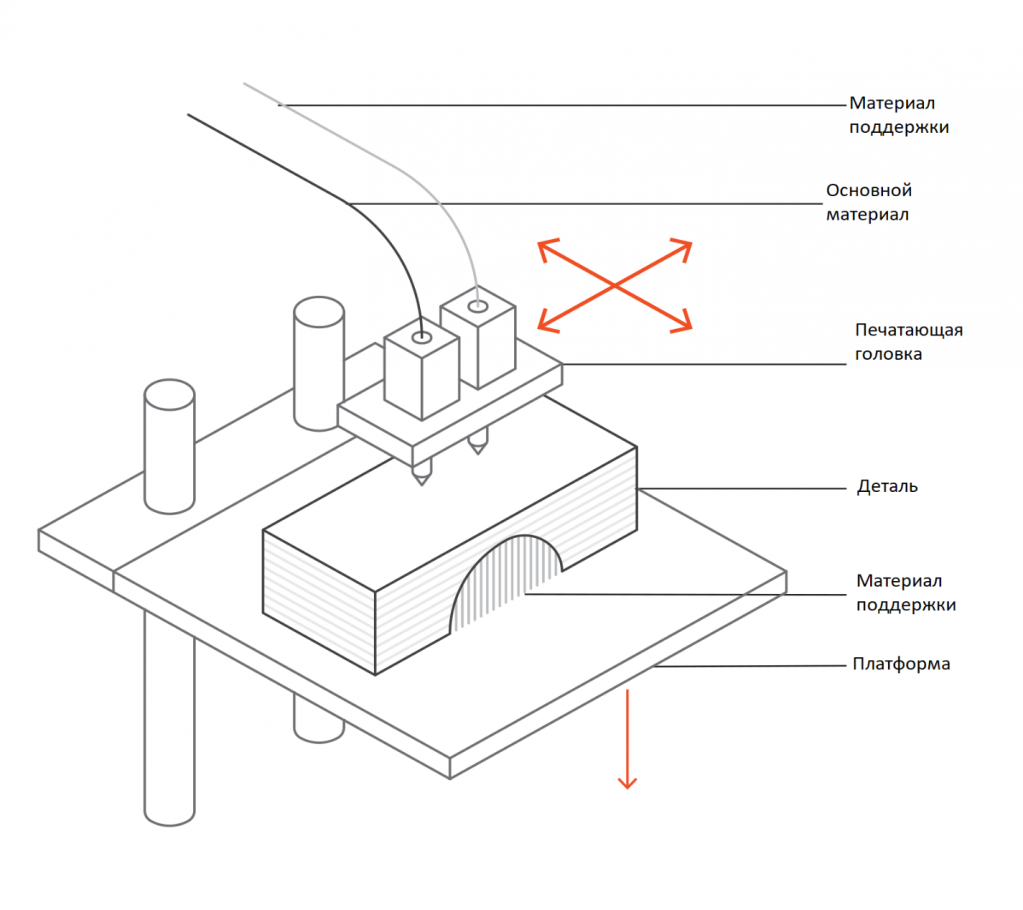
Мы моделируем технические детали и делаем послепечатную обработку — снятие поддержек, прогонка отверстий и пр., без шлифовки и покраски. Для FDM печати характерна мелко-ребристая поверхность и небольшие закругления на углах за счет послойного построения и движения печатной головки. Этот эффект можно минимизировать за счет уменьшения толщины слоя и подбора пластика, что может увеличить время и стоимость печати.
Если вам требуется максимально ровная поверхность изделия — потребуется химическая или физическая обработка (шлифовка, покраска) или фотополимерная печать. Для разных задач у нас есть подходящие фотополимерные смолы. Более дешевая и менее прочная, но отлично подходит для фигурок, моделей, под заливку в силикон. Также есть инженерные, более дорогие, но прочные, упругие и гибкие в зависимости от задачи.
5. Когда нужно готовое изделие?
Если деталь нужна «уже вчера» — это не про 3D печать. Срок изготовления очень зависит от сложности, объема и материала. Одна только печать изделия может занимать сутки, не считая подготовки, сканирования, моделирования. Для сложных и требовательных деталей может понадобиться тестовая печать, примерка, внесение поправок и повторная тестовая печать.
6. Какое количество деталей нужно?
Если для создания детали необходимо применять 3D сканер и моделирование, то в эти услуги будут входить в стоимость изготовления. Последующая печать этой же детали обойдется дешевле, а на мелкую серию рассчитаем индивидуальную скидку.
При запросе на изготовление детали рекомендуем описать планируемое количество для расчета стоимости первой и повторной печати.